

为了给您提供更的珩磨管,不锈钢绗磨管厂家自营产品信息,解锁珩磨管,不锈钢绗磨管厂家自营产品新体验,视频带你玩转每个细节!
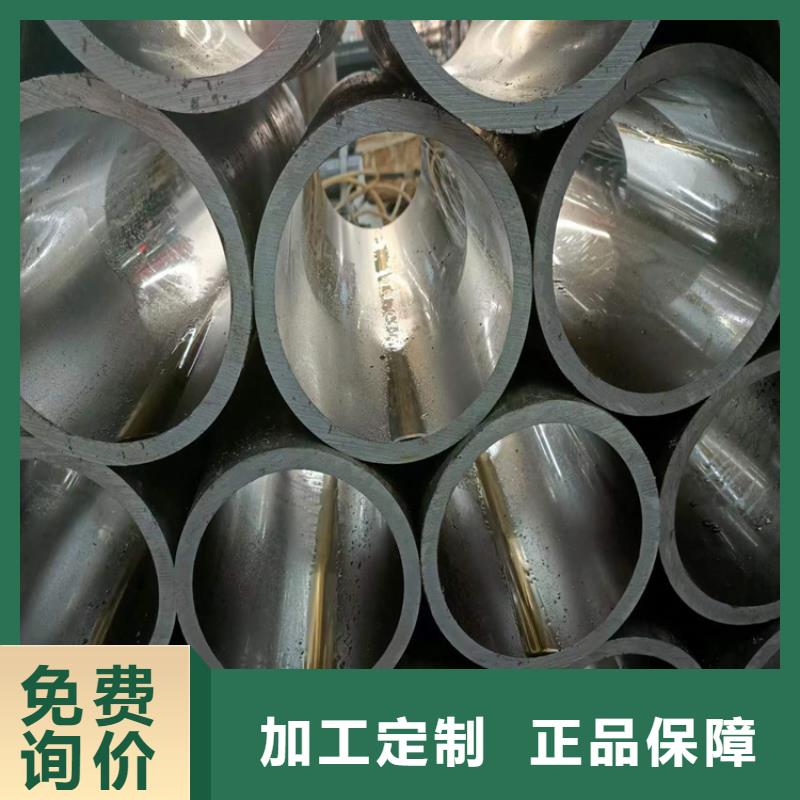
以下是:珩磨管,不锈钢绗磨管厂家自营的图文介绍


广东广州珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



安达液压机械有限公司自成立以来,一直以“诚信服务、诚信合作”的经营理念为基本准则,赢得了广大客户以及 广东广州不锈钢缸筒企业的信任和支持。欢迎广大新老客户前来洽谈。


广东广州企业旺旺珩磨管绗磨管油缸管还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。



jiuye

广东广州珩磨管油缸管绗磨管油缸管结构及技术要求介绍油缸管结构及技术要求介绍1、 结构分析:1、 φ50mm×770mm本身的圆度公差为0.005mm。2、左端M39×2-6g螺纹精密油缸钢管φ50mm中心线同轴度公差为φ0.05mm。3.1:20锥轴与精密油缸钢管φ50mm中心线的同轴度公差为φ0.02mm。4.1:20锥面本身的圆跳动公差为0.005mm。5.1:20锥面着色检查,接触面积不小于80%。5、 φ50mm×770mm表面氮化,氮化层深度0.2~0.3mm,表面硬度62~65hrc。2、 技术要求分析:1、油缸管采用45#钢制作,表面镀铬,φ50mm×770mm部分经调质处理。表面渗氮后,芯部硬度为28~32hrc,表面渗氮层深度为0.2~0.3mm,表面硬度为62~65hrc。这样,精密油缸钢管不仅具有一定的韧性,而且具有良好的耐磨性。2、油缸管正常使用时承受交变载荷,φ50mm×770mm处密封该设备来回摩擦其表面,因此需要高硬度和珩磨管